

新闻中心
- -
他们关于染色时染料的上染速度、均染性、染料的使用率、染色操作、劳动强度、出产功率、能耗和染色本钱等都有很大的影响。
染色机的品种、类型许多,没有确认的分类法,但可以精确的经过其工作操作是否接连,染物的形状,染色温度、压力,染液及染物相对运动的状况和运用的染色办法等加以分类。
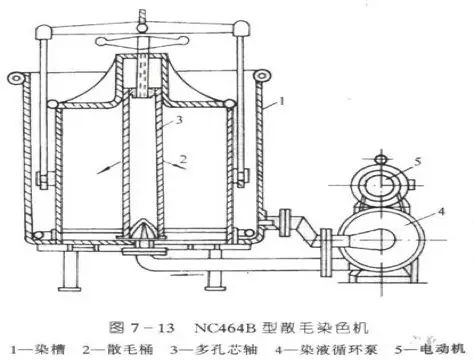
散纤维染色简单染得匀透,但因为散纤维简单散乱,所以一般都会选用染物填装而染液循环的染色机。
散纤维染色机开始用于羊毛的染色,称为散毛染色机,至今仍有使用,一般把散毛染色机作为此类染色机的代表。
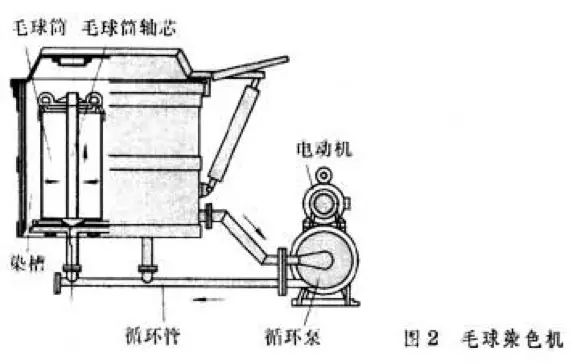
纤维经开始纺制成的纤维条会纤维条球,以此种染物形状的染色机也归入散纤维染色机类。
纱线依据其形状有绞纱(包含绞丝,绒线)、筒子纱、经轴纱等,纱线染色产品首要供色织或针织用。
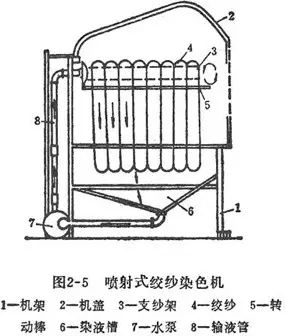
绞纱套在多孔管上,用泵将染液从染槽送入多孔管,喷淋于绞纱上,顺绞纱下贱至染槽,与此一起,反转棒滚动使套在多孔管上的绞纱逐渐滚动,改动和管子的触摸方位而到达均匀染色的意图。
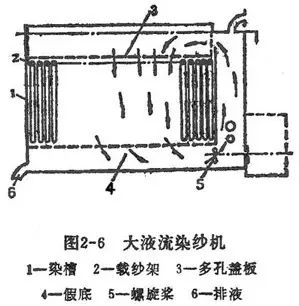
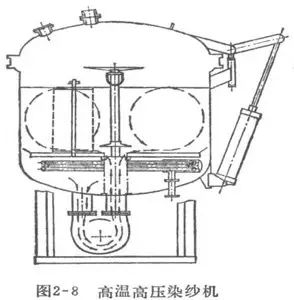
染色时将绞纱堆放在纱笼中,将压板盖好拧紧,然后将纱笼架吊入染槽内,参加染液,依托泵的效果,使染液由纱笼中心的喷管喷经绞纱,再从四周回流,经一段时刻后再换向循环。
高温度高压力绞纱染色机多以密封操作,升温文染色时刻均可自动控制,浴比较小,多用于涤纶及其混纺纱的染色,也可用于其他纤维的染色,适应性较好。

纱线卷绕在空心的多孔管上,筒子染色机的根本结构与绞纱高温度高压力染纱机类似,所不同的是纱笼架被筒子托架躲替代。
经纱卷绕在中空且外表布满小孔的卷轴上,放在圆筒形机体的中心,染液由泵自内向外或自外向内循环。
高温染纱机,染后经轴纱可直接或再经过必定处理后用于编织,比绞纱染色的工序要简化得多。
在染色进程中,织物呈松懈状况,张力很小,染色均匀,得色艳丽,产品手感柔软。
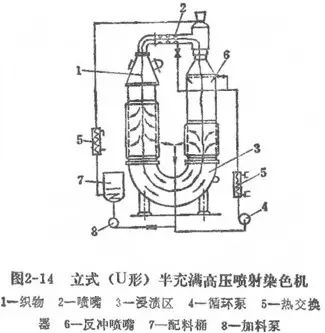
高温高压喷发染色机的品种许多,按外形不同可分为U字形立式喷染机和C字形轮胎式喷染机等。
喷发染色机与溢流染色机的不同点是在溢流染色机中织物的上升是靠自动导辊的带动,而在喷发染色机中,织物的上升是由喷口喷发染液带动的,因而织物的张力更小,各部分所受的力更为均匀,染物手感比较柔软。
喷发染色可用于高温高压染色,也可用于常压染色,适用于合纤针织物、经编织物、绉类轻浮织物以及弹力织物的染色。
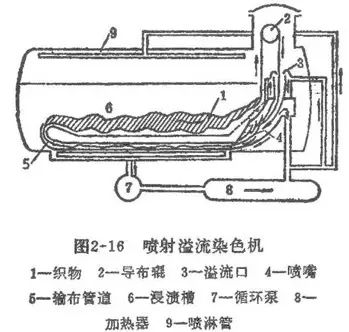
·与溢流染色机比较,织物所受张力较小,染色浴比小,染液及染物的循环速度快,匀染性较好,但易发生很多泡沫。
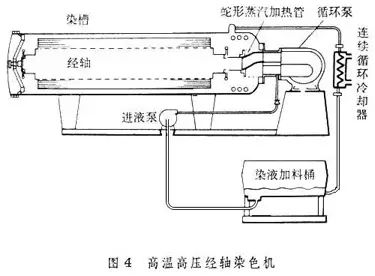
经轴染色机大多用于针织物染色,教授永无机织物,某些轻浮的机织物有时选用。

星形架染色适用于不耐轧亚的织物(如丝绒)及易擦伤的织物(如真丝织物)的染色。
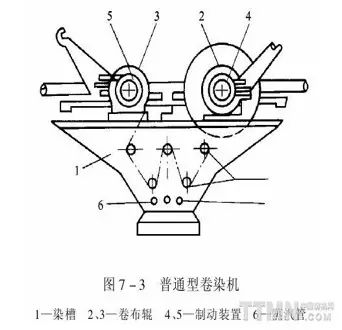
一起织物以必定的张力,织物经导布辊经过染液,卷绕在另一个卷布辊上(自动卷布辊),织物经被迫卷辊退卷进槽,再绕到自动卷布辊上这样工作一次,称为一道;
一起织物以必定的张力,织物经导布辊经过染液,卷绕在另一个卷布辊上(自动卷布辊),织物经被迫卷辊退卷进槽,再绕到自动卷布辊上这样工作一次,称为一道;
一般卷染机为敞口,蒸汽耗量大,影响车间环境,而且染色温度高时,卷布辊上织物的两头温度与中心温度不同,易引起边中色差,很少选用了。

接连轧染机适用于大批量的染色加工,劳动出产率高,棉机织物及涤棉混纺织物大都选用接连轧染工艺。
各种染料因为染色工艺进程及条件不同,因而有各种轧染机,如复原染料悬浮体轧染机,不溶性偶氮染料接连轧染机,活性/分散染料、复原/分散染料接连轧染机等。
依据把染料施加于织物和使染料固着在纤维中的办法不一样,染色办法可分为浸染(或称竭染)和轧染两种。
将被染织物浸渍于染液中,经过染液循环及与被染物的相对运动,借助于染料对纤维的直接性而使染料上染,并在纤维上分散、固着的染色办法。
染液遍地的温度和染料、助剂的浓度要均匀共同,被染物遍地的温度也要均匀共同,不然就会染色不均,因而染液和染物的相对运动是很重要的。
举例:被染物重50kg,浴比20:1,染色浓度为2%,则染液体积为1000L,所用染料分量为1kg。
轧染是将织物在染液中经过时间短的浸渍后,随即用轧辊轧压,将染液挤入织品的安排空地中,并除掉剩余染液,使染料均匀分布在织物上。
接连染色加工,出产功率高,合适大批量织物的染色,但被染物所受张力较大,一般用于机织物的染色,丝束和纱线有时也用轧染染色。
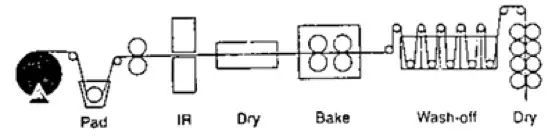

所谓泳移是指织物在浸扎染液今后的烘干进程中染料随水分的蒸腾而向受热外表搬迁的现象。泳移使染色不匀。
汽蒸:使用水蒸汽使织物温度进步,纤维溶胀,染料或染料与化学品效果后,分散进入纤维内部与纤维固着。
相关信息/likearticle
- 2023-07-22章子怡的时髦一般人驾御不了身上就靠一块布挡着感觉挺复古的
- 2023-07-22印花口罩中看纷歧定顶用
- 2023-07-22比起和章子怡是好闺蜜我更仰慕张雪迎的是···
- 2023-07-22印花化纤仿棉绒缎面料 爱美女人的新宠
- 2023-07-25怎样一会儿把人打晕了
- 2023-07-25小时分摔到后脑勺晕了半分钟左右CT没事会有后遗症吗?
- 2023-07-25盯上广深女孩一闻即晕?广深警方相继驳斥谣言
- 2023-07-25一闻就倒、一闻即晕真有这种吗?